- Главная
- Авиация и космонавтика
- Административное право
- Акционерное право
- Английский
- Антикризисный менеджмент
- Биографии
- Автомобильное хозяйство
- Автотранспорт
- Культура и искусство
- Маркетинг
- Международное публичное право
- Международное частное право
- Международные отношения
- Менеджмент
- Металлургия
- Муниципальное право
- Налогообложение
- Оккультизм и уфология
- Педагогика
- Политология
- Право
- Предпринимательство
- Психология
- Радиоэлектроника
- Риторика
- Социология
- Статистика
- Страхование
- Строительство
- Схемотехника
- Таможенная система
- Теория государства и права
- Теория организации
- Теплотехника
- Технологии
- Товароведение
- Транспорт
- Трудовое право
- Туризм
- Уголовное право и процесс
- Управление
- Сочинения по литературе и русскому языку
- Другое
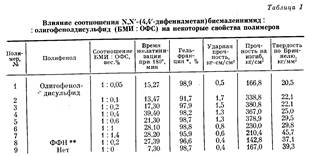
Учебное пособие: Бис-малеинимид-олигофенолдисульфидное связующее и материалы на его основеУчебное пособие: Бис-малеинимид-олигофенолдисульфидное связующее и материалы на его основеБИС-МАЛЕИНИМИД-ОЛИГОФЕНОЛДИСУЛЬФИДНОЕ СВЯЗУЮЩЕЕ И МАТЕРИАЛЫ НА ЕГО ОСНОВЕ В настоящее время широкое практическое распространение нашли полимеры на основе ароматических бис-малеинимидов (БМИ) [1]. Однако гомополимеры БМИ являются жесткими густосетчатымп продуктами с невысокой механической прочностью [2], поэтому для улучшения свойств полимеров на основе БМИ проводят их взаимодействие с ди- или полифункциональными пуклеофильными агентами, получая при этом полимеры с гибкими мостиковыми связями между БМИ-фрагментами. В качестве нуклеофильных агентов для получения полимеров на основе БМИ использованы ди- или полифункциональные амины [3], фенолы [4], тиолы [5, 6] и т. п. Например, при взаимодействии БМИ с дитиофеноламп Сергеевым с сотр. [6, 7], а затем Уайтом и Скайя [8] получены полиимидосульфиды с улучшенными термическими характеристиками. Однако дитиофенолы — труднодоступные продукты вследствие многостадийного их синтеза, поэтому в данной работе термореактивные полимеры с шарнирными атомами серы между ароматическими циклами получены взаимодействием БМИ и олигофенолдисульфидов (ОФС) формулы
(х=1—2, п=2—6), являющихся продуктами прямой поликонденсации фенола с серой в щелочной среде. Взаимодействие ОФС и БМИ осуществляли смешением компонентов в различных соотношениях при 180° в течение 40 мин с последующим отверждением при этой же температуре в пресс-форме при давлении 50 Мн/м2 [9]. Условия получения и некоторые свойства полученных образцов приведены в табл. 1. Отвержденные полимеры представляют собой твердые, прозрачные монолитные стекла коричневого цвета, практически нерастворимые в органических растворителях (табл. 1). Содержание гель-фракции во всех образцах >95%. Испытания механических свойств формованных образцов показали, что введение ОФС в БМИ приводит к повышению механической прочности отвержденных образцов. Как видно из табл. 1, наибольшая прочность наблюдается у образцов, содержащих 10—40 вес.% ОФС (полиме ры 2—4).
Прочность на удар этих образцов в 2—3 раза выше по сравнению с образцами гемополимера БМИ (полимер 9). Следует отметить, что стадия образования форполимера, а также отверждение продуктов взаимодействия БМИ — ОФС происходят без выделения низкомолекулярных летучих продуктов реакции, по-видимому, по механизмам полимеризации и поли-лрисоединения. Поскольку ОФС содержит в структуре дисульфидные связи и гидро-ксильные группы, представляло интерес выяснить, какие из этих функциональных групп принимают участие в реакциях структурирования с БМИ. С этой целью было проведено отверждение в аналогичных условиях БМИ и фенолформальдегидного новолачного олигомера (ФФН), в котором ре-акционноспособными группами по отношению к БМИ могли быть только фенольные гидроксилы. Оказалось, что система БМИ — ФФН также от-верждается в данных условиях без выделения летучих продуктов, вероятно, за счет реакции полиприсоединения гидроксигрупп к двойным связям БМИ. Однако время желатинизации такого связующего (полимер 8) в ~2 раза больше, чем при использовании олигофенолов с дисульфиднымн связями, что указывает на участие дисульфидных связей ОФС в реакциях структурирования. Важно отметить, что механическая прочность отверж-денных образцов полимера 8 существенно ниже, чем с использованием ОФС, и находится на уровне прочности гомополимера БМИ. Подобно индивидуальным дисульфидам [10] дисульфидные связи в ОФС в данных условиях, по-видимому, гомолитически расщепляются с образованием способных к взаимодействию с двойной связью БМИ шильных макрорадикалов. Это подтверждается ростом интенсивности в ИК-спектрах отвержденных продуктов полосы поглощения 1180 см-1, относящейся к валентным колебаниям связей сукцинимидный цикл — сера [8,11?. Относительный вклад данной реакции в процесс структурирования довольно велик, так как фенольные гидроксилы в этих условиях менее активны и присутствуют в отвержденных продуктах (как следует из ИК-спектров) даже при ~20-кратном избытке БМИ (полимер 1). Согласно результатам термомеханических испытаний, все отвержден-пые полимеры имеют высокую теплостойкость и не размягчаются до температуры разложения. Следует отметить, что большую деформацию имеют полимеры 6 и 7, полученные с избытком ОФС, а также полимер на основе ФФН, что свидетельствует о более редкой сшивке этих полимеров. Таким образом, частоту сетки и эластичность связующего на основе БМИ — ОФС можно регулировать соотношением сомономеров. На базе разработанного связующего получены наполненные стеклопорошком композиционные материалы (КМ). При обработке режимов отверждения КМ на пластометре Канавца установлено, что время пластично-вязкого состояния (рис. 1) и время отверждения (рис. 2) КМ нелинейно уменьшаются с ростом температуры, а при температурах ниже 180° отверждения практически не происходит (максимальное напряжение сдвига не превышает 3,5 МПа).
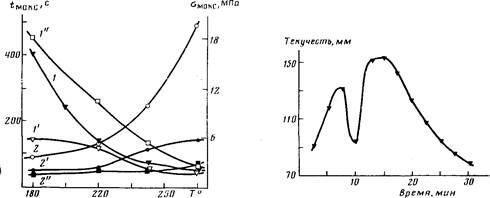
Рис. 1. Зависимость продолжительности пластично-вязкого состояния композиционных материалов от температуры. Соотношение БМИ:: ОФС=1: 0,1 (2), 1: 0,6 (2) и 1: 1,4 (3)
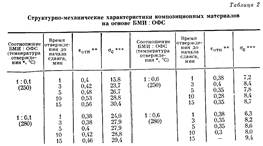
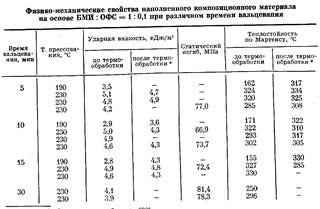
Рис. 2. Зависимость максимального времени отверждения *макс (-?, 1', 1") и максимального напряжения сдвига аМакс (2, 2', 2") от температуры. Соотношение БМИ: ОФС= 1: 0,1 (1, 2), 1: 0,6 (Г, 2') и 1: 1,4 (2", 2") Рис. 3. Зависимость текучести пресс-композиции от времени вальцевания (соотношение БМИ:: ОФС=1: 0,1). Текучесть определена по стрелке Рашига при 230° Оценка максимального напряжения сдвига КМ показывает (рис. 2), что интервал температур отверждения, приводящий к получению жесткого при высоких температурах ПИ, находится в области температур 250— 280° (напряжение сдвига достигает 19,5 МПа). Уменьшение соотношения БМИ: ОФС приводит к снижению максимально достигаемого напряжения сдвига (рис. 2). Уже при соотношении 1: 0,6 эта величина ниже в 3,5 раза, чем для соотношения 1: 0,1, а при 1: 1,4 КМ при температурах отверждения 180—280° представляет собой слабо сшитый пластичный материал. Из результатов структурно-механического анализа КМ, отвержденных без сдвиговых деформаций, видно (табл. 2), что максимальная жесткость испытуемых образцов при соотношении БМИ: ОФС=1: 0,1 достигает максимального значения (27—29 МПа) уже через 3—5 мин. Уменьшение соотношения БМИ: ОФС в КМ приводит к образованию более редкой пространственной сетки в процессе структурирования, что выражается в снижении жесткости отвержденного КМ в горячем состоянии и его теплостойкости (табл. 2). Таким образом, для получения теплостойких образцов, по данным пластометрии, наиболее оптимальным соотношением БМИ: ОФС является 1: 0,1, а для переработки КМ выбран следующий режим прессования: 230—250°, а давление 30—35 МПа, время выдержки 3 мин на I мм толщины образца. Известно, что подготовка пресс-материала вальцеванием оказывает значительное влияние на качество пресс-изделий [12, 13], поэтому было предпринято исследование по определению оптимального режима вальцевания КМ. Оценку проводили определением текучести КМ по Ратлигу [13] при 230° и времени выдержки 3 мин (рис. 3) и определением прочности образцов, отпрессованных на основе пресс-масс с различным временем вальцевания (табл. 3). Как видно из рис. 3, максимальная текучесть КМ наблюдается при времени вальцевания 15 мин. Появление двух максимумов на кривой текучести обусловлено, по-видимому, протеканием механохимических реакций в процессе вальцевания. Подготовленные при этих условиях образцы хорошо формуются, поверхность образцов гладкая, без вздутий, трещин и сколов, при этом достигаются максимальные физико-механические показатели (табл. 3). Результаты испытаний, представленные в табл. 3, подтверждают данные пластометрии о том, что температура отверждения должна быть не менее 230°. Так, образцы, отвержденные при 190°, имеют прочность ниже, чем образцы, отвержденные при 230° и требуют дополнительной термообработки для достижения того же уровня прочности, в то время как при
230° происходит полное отверждение образцов, и дополнительной термообработки не требуется. Определение механических характеристик КМ показало сочетание высокой прочности на удар и высокой теплостойкости полученных материалов. Испытание диэлектрических свойств разработанного КМ показало, что формованные образцы имеют удельное объемное электрическое сопротивление 1,4-1016 Ом-см, удельное поверхностное электрическое сопротивление 1,5 -1016 Ом, тангенс угла диэлектрических потерь 0,013 и электрическую прочность 16,9 кВ/мм. Таким образом, на основе БМИ и доступного ОФС разработано новое термореактивное связующее, отверждаемое по полимеризационному механизму, свойства которого в широких пределах можно регулировать соотношением сомономеров. На базе этого связующего получены стеклонаполненные композиционные материалы, исследованы режимы их переработки, свойства и установлено, что наибольшую теплостойкость п лучшие физико-механические свойства имеет материал на основе связующего с соотношением БМИ: ОФС=1: 0,1. Олигофенолдисульфид получали по аналогии с методикой работы [15], полученный продукт характеризуется следующими показателями: т. каплепадения 125°, содержание свободного фенола 1,1%, содержание серы 31%, свободная сера отсутствовала, содержание гидроксильных групп 9%, М=450. Связующее получали поликонденсацией БМИ и ОФС в смесителе с электрообогревом, имеющим два горизонтально расположенных месильных вала Z-образной формы. Поликонденсацию проводили при 140—150° и перемешивании в течение 25 мин. При этом компоненты загружали одновременно в виде механической смеси измельченных продуктов. Композиционный материал получали гомогенизацией компонентов путем перемешивания в шаровой мельнице при 20° с последующей термомеханической пластификацией на фрикционных вальцах при температуре рабочего и холостого валков 140 и 160° соответственно. Пластометрические исследования проводили на пластометре ППР-1 в интервале температур 180—280° при скорости сдвига 0,015 см-1 и удельном давлении 34 МПа. Физико-механические испытания образцов на основе отвержденного связующего проводили на приборе «Дин-Стат» (ГДР) на образцах размером 10X15X4 мм; образцов наполненной композиции — на приборах копр маятниковый марки БКМ-5 и контролер постоянных форм по Мартенсу марки ФВМ (ГДР), на образцах размером 10Х15Х Х120 мм. Термомеханические характеристики снимали на таблетках диаметром 4,5 и высотой 2 мм. Скорость подъема температуры 1 град/мин. ИК-спектры снимали на спектрофотометре UR-20 в таблетках с КВг. Гель-фракцию определяли экстракцией образцов в аппарате Сокслета кипящим 1,4-диоксаном в течение 10 ч. ЛИТЕРАТУРА 1.Дорошенко Ю.Е., Саморядов А.В., Коршак В.В. В кн.: Итоги науки и техники. Химия и технология высокомолекулярных соединений. М.: ВИНИТИ, 1982, т. 17, с. 3. 2.Киселев Б.А. В кн.: Итоги науки и техники. Химия и технология высокомолекулярных соединений. М.: ВИНИТИ, 1977, т. 11, с. 176. 3.Сергеев В.А., Неделъкин В.И., Юферов Е.А., Ёрж Б.В., Комарова Л.И., Бахмутов В.И., Цыряпкин В.А. Высокомолек. соед. А, 1984, т. 26, № 9, с. 1936. 4.Takahashi A., Morishita Н., Itoh Y., Nishikawa A., Wasima М. Pat. 4592 (Japan). — Printed in Chem. Abstrs, 1980, v. 92, № 24, p. 199248q. 5.Crivello J.V.J. Polymer Sci. Polymer Cliem. Ed., 1976, v. 14, № 1, p. 159. 6.Сергеев В.А., Неделъкин В.И., Арустамян С.С, Ливен А. В., Ёрж Б.В. А. с. 745911 (СССР).- Опубл. в Б. И., 1980, № 25, с. 121. 7.Sergeev V.A., Nedel'kin V. 1. Acta Polymerica, 1982, В. 33, № 11, S. 647. ... 8.White J.E., Scaia M.D. Polymer, 1984, v. 25, № 6, p. 850. 9.Сергеев В.А., Неделъкин В.И., Юферов Е.А., Колбина Н.А., Пугина 3.И., Юферова А.М., Гаврилин Г.Ф., Ёрж Б.., Головач Г.И., Юнников В.В. А. с. 1058976 (СССР).- Опубл. в Б. И., 1983, № 45, с. 89. 10. Bindra А.P., Elix J.A., Morris G.С. Austral. J. Chem., 1969, v. 22, № 11, p. 2483. гД. White J. E., Snider D.A., Scaia M.D. J. Polymer Sci. Polymer Chem. Ed., 1984, v. 22, № 3, p. 589. 12. Канавец И.Ф. Отверждение термореактивных пресс-порошков и метод расчета минимальной выдержки при прессовании изделий из фенопластов. М.: Изд-во АН СССР, 1957. |